
www.konstruktion-industrie.com
12
'10
Written on Modified on
Keyence Vision-Systeme beschleunigen die pharmazeutische Produktmarkierung und verbessern ihre Zuverlässigkeit
GlaxoSmithKline musste das Vision-System für die Hochleistungs-Markierlinien modernisieren, um den Produktionsprozess in der Fabrik in Evreux zu verbessern. Das vorherige System unterstützte keine automatische Überprüfung, was eine manuelle Kontrolle durch Mitarbeiter notwendig machte. Keyence bot eine Lösung, die zuverlässiger und auch beträchtlich preiswerter als die der Wettbewerber war.
Das Vision-System für die Überwachung der Markierung besteht aus drei Videokameras. „Die Erste ist an dem anspruchsvollsten Prozessschritt beteiligt, da sie eine schwarze Lasermarkierung auf verschiedenfarbigen, plastischen Gehäusen erkennen muss: vier Farben für vier verschiedene Medikamente. Das Lesen bei den Farben Grün oder Orange ist relativ leicht. Es stellte sich jedoch heraus, dass der Vorgang aufgrund des beschränkten Kontrasts bei den Farben Blau oder Violett kompliziert ist“, erklärt Projektleiter Sylvain Bouckenooghe.
Die Lösung erfordert eine spezielle Beleuchtung: „Wir konsultierten Keyence direkt, und sie waren in der Lage, eine Lösung für unsere Probleme zu finden. Der Vertriebsingenieur schlug die notwendigen Einrichtungen, inklusive der Beleuchtung, vor. Keyence lieh uns dann die entsprechenden Geräte, sodass wir sofort sahen, dass alles perfekt funktionierte. Seitdem sind innerhalb von vier Monaten in einem 24-stündigem Drei-Schicht-Betrieb eine Million Elemente ohne einen einzigen Fehler überprüft worden.“
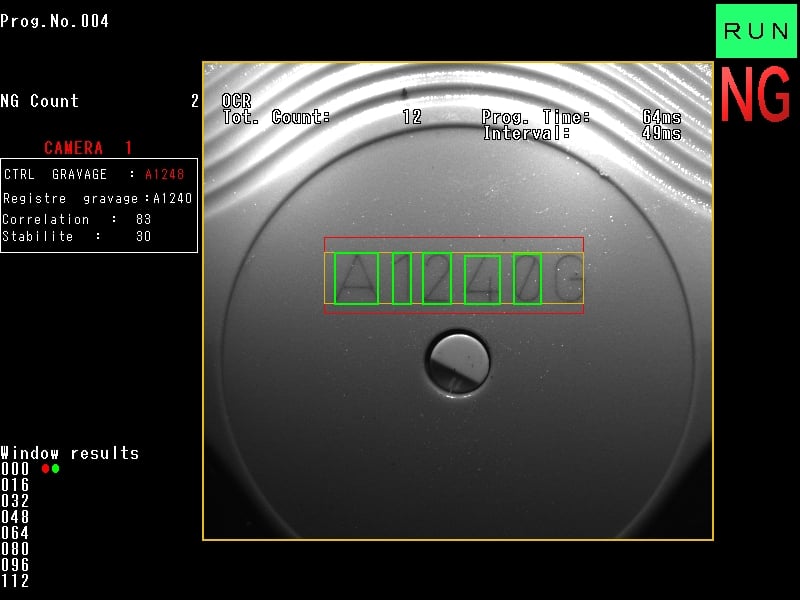
Die zweite Kamera überprüft die Konzentrizität und die Position einer Markierung mit einem Toleranzbereich von etwa 0,3 mm, während die dritte Kamera die Markierung liest, um zu überprüfen, ob das Verfallsdatum korrekt gedruckt wurde. Für diese Aufgabe verwendet das Vision-System die eingebaute Texterkennung (OCR).
Ein leistungsfähige Geräte für eine zuverlässige Detektion
„Wir wussten von Anfang an, dass das System leistungsfähig genug war, um mit unseren Produktionsdurchsätzen zurechtzukommen. Und auch mit der Erkennungsstabilität sind wir sehr zufrieden. Bei Medikamenten sind die Vorgaben sehr anspruchsvoll, da wir eine Zuverlässigkeit von 99,99 % nicht akzeptieren können – 100 % lautet die Vorgabe“, fügt Sylvain Bouckenooghe hinzu.
Das Keyence CV-5000 ist das leistungsfähigste Stand-alone-Vision-System auf dem Markt. Zum Beispiel kann es in 20,5 ms eine Million Pixel verarbeiten. Diese Rechenleistung macht die Qualitätskontrolle in der Fertigung zuverlässiger. Sie bietet eine marktführende Systemwiederholgenauigkeit (7 x größer als der aktuelle Standard) und eine Palette von Bildbearbeitungsoptionen, welche die Genauigkeit der Prüfungen optimieren. Außerdem werden 18 Prüfungsfunktionen zur Verfügung gestellt, die den Bedarf der anspruchsvollsten Vision-Anwendungen abdecken (inklusive Shape Trax Modi und OCR).
Die Modelle der CV-5000-Serie werden von einem Hochgeschwindigkeits-Farbbild-Prozessor und einer schnellen RISC-Zentraleinheit (reduced instruction set computer) in Verbindung mit zwei DSP (digitale Signalprozessoren) zur Bildverarbeitung gesteuert. Insgesamt nutzen die Modelle vier Prozessoren, um eine parallele Datenverarbeitung und den höchstmöglichen Datendurchsatz zu erhalten. Die Zentraleinheit und die DSP erreichen die doppelte Geschwindigkeit der besten Wettbewerbsmodelle am Markt.
Eine ökonomische Lösung mit hoher Leistung
„Wir haben verschiedene Vorschläge angefordert und waren überrascht, dass die Lösung von Keyence nur ein Drittel im Vergleich zu anderen Angeboten kostete“, erklärt Sylvain Bouckenooghe. „Die Differenz wird durch die Tatsache erklärt, dass unsere Kameras viel leichter zu integrieren sind. Keyence France bezieht in seinen Preis das Dienstleistungsangebot ein; folglich sind wir sogar mit ähnlichen Hardwarekosten beträchtlich günstiger“, erklärt Alexandre Bony, Vision-Produktmanager bei Keyence in Frankreich.
„Die Implementierung dauerte nur vier Tage. Die Projektverwaltung war relativ problemlos. Unsere Erfahrung mit Vision-Systemen ermöglichte uns, die Hauptpunkte rasch zu identifizieren und zu vermeiden, zu viel Zeit und Energie für Details zu vergeuden“, fügt Sylvain Bouckenooghe hinzu.
Die CV-5000-Serie bietet Funktionen, die die Implementierung erleichtern. Zum Beispiel erzeugt eine automatische Helligkeitssteuerung Bilder, die sich an einer vorher aufgezeichneten Referenzabbildung orientieren. Dies vermeidet Probleme, die aus einer Verschlechterung der Beleuchtung und durch den Einfluss des Tageslichts entstehen können. Weiterhin können bis zu 16 verschiedene Filter pro Fenster (Antireflexion, Farbe, usw.) definiert werden. Darüber hinaus bildet die CV-5000-Serie ein Multikamerasystem: bis zu vier Kameras, aus der großen Palette von zwölf Kameras, können an den Controller angeschlossen werden. Dies ist von wirtschaftlichem Interesse, wenn ein Prüfsystem mehrere Kameras einschließt. Diese Konfiguration ermöglicht auch großen Industriebetrieben durchgängige Lösungen zu implementieren, die einfach und günstig zu installieren und zu warten sind. Die verfügbaren Farb-CCD-Kameras enthalten Modelle mit 2 Millionen oder 5 Millionen Pixeln. Diese Kameras können 2 Millionen Pixel in einem einzigen Schritt verarbeiten. Die Palette schließt die CV-5000 7 x High-speed-CCD-Kameras ein. Sie sind die schnellsten in ihrer Kategorie und leicht an ultra-schnellen Produktionslinien mit einer kontinuierlichen Teileproduktion einzusetzen. Die Kameramodelle mit 1 Millionen Pixeln sind dazu fähig, ein Bild in etwa derselben Zeit zu verarbeiten, wie konventionelle Modelle mit 240.000 Pixeln.
Ein offenes System
»Wir ziehen es vor, Zugriff auf die Inspektionstechnik zu haben. Wir wollten keine Black-Box wie sie andere Systeme bieten, die auf dem Markt verfügbar waren. Es ist eine Stärke der Keyence-Lösung, dass wir die Möglichkeit haben, die internen Einstellungen zu modifizieren oder Inspektions-Tools hinzuzufügen, ohne den Lieferanten zu kontaktieren. So vermeiden wir zusätzliche Kosten nach der ersten Inbetriebnahme“, schließt Sylvain Bouckenooghe.
Das CV-5000-System bietet eine maximale Anschlussvielfalt: On/off I/O, Ethernet Port, USB, RS-232 und mehr. Der Zugang zu dem Controller ist unmittelbar möglich. Das System vermeidet zuverlässig, dass fehlerhafte Produkte die Fertigungslinie in Richtung Kunde verlassen.
Die Lösung erfordert eine spezielle Beleuchtung: „Wir konsultierten Keyence direkt, und sie waren in der Lage, eine Lösung für unsere Probleme zu finden. Der Vertriebsingenieur schlug die notwendigen Einrichtungen, inklusive der Beleuchtung, vor. Keyence lieh uns dann die entsprechenden Geräte, sodass wir sofort sahen, dass alles perfekt funktionierte. Seitdem sind innerhalb von vier Monaten in einem 24-stündigem Drei-Schicht-Betrieb eine Million Elemente ohne einen einzigen Fehler überprüft worden.“
Die zweite Kamera überprüft die Konzentrizität und die Position einer Markierung mit einem Toleranzbereich von etwa 0,3 mm, während die dritte Kamera die Markierung liest, um zu überprüfen, ob das Verfallsdatum korrekt gedruckt wurde. Für diese Aufgabe verwendet das Vision-System die eingebaute Texterkennung (OCR).
Ein leistungsfähige Geräte für eine zuverlässige Detektion
„Wir wussten von Anfang an, dass das System leistungsfähig genug war, um mit unseren Produktionsdurchsätzen zurechtzukommen. Und auch mit der Erkennungsstabilität sind wir sehr zufrieden. Bei Medikamenten sind die Vorgaben sehr anspruchsvoll, da wir eine Zuverlässigkeit von 99,99 % nicht akzeptieren können – 100 % lautet die Vorgabe“, fügt Sylvain Bouckenooghe hinzu.
Das Keyence CV-5000 ist das leistungsfähigste Stand-alone-Vision-System auf dem Markt. Zum Beispiel kann es in 20,5 ms eine Million Pixel verarbeiten. Diese Rechenleistung macht die Qualitätskontrolle in der Fertigung zuverlässiger. Sie bietet eine marktführende Systemwiederholgenauigkeit (7 x größer als der aktuelle Standard) und eine Palette von Bildbearbeitungsoptionen, welche die Genauigkeit der Prüfungen optimieren. Außerdem werden 18 Prüfungsfunktionen zur Verfügung gestellt, die den Bedarf der anspruchsvollsten Vision-Anwendungen abdecken (inklusive Shape Trax Modi und OCR).
Die Modelle der CV-5000-Serie werden von einem Hochgeschwindigkeits-Farbbild-Prozessor und einer schnellen RISC-Zentraleinheit (reduced instruction set computer) in Verbindung mit zwei DSP (digitale Signalprozessoren) zur Bildverarbeitung gesteuert. Insgesamt nutzen die Modelle vier Prozessoren, um eine parallele Datenverarbeitung und den höchstmöglichen Datendurchsatz zu erhalten. Die Zentraleinheit und die DSP erreichen die doppelte Geschwindigkeit der besten Wettbewerbsmodelle am Markt.
Eine ökonomische Lösung mit hoher Leistung
„Wir haben verschiedene Vorschläge angefordert und waren überrascht, dass die Lösung von Keyence nur ein Drittel im Vergleich zu anderen Angeboten kostete“, erklärt Sylvain Bouckenooghe. „Die Differenz wird durch die Tatsache erklärt, dass unsere Kameras viel leichter zu integrieren sind. Keyence France bezieht in seinen Preis das Dienstleistungsangebot ein; folglich sind wir sogar mit ähnlichen Hardwarekosten beträchtlich günstiger“, erklärt Alexandre Bony, Vision-Produktmanager bei Keyence in Frankreich.
„Die Implementierung dauerte nur vier Tage. Die Projektverwaltung war relativ problemlos. Unsere Erfahrung mit Vision-Systemen ermöglichte uns, die Hauptpunkte rasch zu identifizieren und zu vermeiden, zu viel Zeit und Energie für Details zu vergeuden“, fügt Sylvain Bouckenooghe hinzu.
Die CV-5000-Serie bietet Funktionen, die die Implementierung erleichtern. Zum Beispiel erzeugt eine automatische Helligkeitssteuerung Bilder, die sich an einer vorher aufgezeichneten Referenzabbildung orientieren. Dies vermeidet Probleme, die aus einer Verschlechterung der Beleuchtung und durch den Einfluss des Tageslichts entstehen können. Weiterhin können bis zu 16 verschiedene Filter pro Fenster (Antireflexion, Farbe, usw.) definiert werden. Darüber hinaus bildet die CV-5000-Serie ein Multikamerasystem: bis zu vier Kameras, aus der großen Palette von zwölf Kameras, können an den Controller angeschlossen werden. Dies ist von wirtschaftlichem Interesse, wenn ein Prüfsystem mehrere Kameras einschließt. Diese Konfiguration ermöglicht auch großen Industriebetrieben durchgängige Lösungen zu implementieren, die einfach und günstig zu installieren und zu warten sind. Die verfügbaren Farb-CCD-Kameras enthalten Modelle mit 2 Millionen oder 5 Millionen Pixeln. Diese Kameras können 2 Millionen Pixel in einem einzigen Schritt verarbeiten. Die Palette schließt die CV-5000 7 x High-speed-CCD-Kameras ein. Sie sind die schnellsten in ihrer Kategorie und leicht an ultra-schnellen Produktionslinien mit einer kontinuierlichen Teileproduktion einzusetzen. Die Kameramodelle mit 1 Millionen Pixeln sind dazu fähig, ein Bild in etwa derselben Zeit zu verarbeiten, wie konventionelle Modelle mit 240.000 Pixeln.
Ein offenes System
»Wir ziehen es vor, Zugriff auf die Inspektionstechnik zu haben. Wir wollten keine Black-Box wie sie andere Systeme bieten, die auf dem Markt verfügbar waren. Es ist eine Stärke der Keyence-Lösung, dass wir die Möglichkeit haben, die internen Einstellungen zu modifizieren oder Inspektions-Tools hinzuzufügen, ohne den Lieferanten zu kontaktieren. So vermeiden wir zusätzliche Kosten nach der ersten Inbetriebnahme“, schließt Sylvain Bouckenooghe.
Das CV-5000-System bietet eine maximale Anschlussvielfalt: On/off I/O, Ethernet Port, USB, RS-232 und mehr. Der Zugang zu dem Controller ist unmittelbar möglich. Das System vermeidet zuverlässig, dass fehlerhafte Produkte die Fertigungslinie in Richtung Kunde verlassen.
Fordern Sie weitere Informationen an…
